Photo: Michael Schwarzenberger
Butterfly valves are used to control air flow in bleed air systems and for environmental control systems. A typical butterfly valve includes a housing that defines an air flow passage. A shaft is mounted in a housing and supports a butterfly disk that incorporate a sealing ring and a stiffer. An actuator rotates the shaft to selectively open or close the butterfly disk to control the air flow through the passage in the housing. In this type of configuration, leakage is generated mainly by the wear of the sealing elements. Thus, the wear rate is the main parameter to be considered, and the well understanding of the high temperature wear behaviour of the materials used in these components under extreme conditions is essential.
Nowadays, cobalt alloy like Stellite 6 is used for the manufacturing of the butterfly sealing rings. High temperature wear of sealing rings and stiffness under complex thermomechanical stresses leads to bleed valve internal leakage increase. The limitation of leakage through the correct selection of materials, the design of the sealing rings and housings, adequate manufacturing routes and the correct assembly between the stiffener and the butterfly will ensure a perfect seal avoiding possible leaks during operation, what will lead to a reduction of fuel consumption of about 1.8 kg/h for small-medium range aircraft. Furthermore, the avoidance of cobalt oxidized wear particles in the airflow will result on an improved cabin air quality.

Photo: Courtesy of Liebherr
Nickel-based alloys like NiCrSiFeB Self-Fluxing alloys exhibit excellent corrosion and are reported to be wear-resistance up to 600 oC. They also demonstrate an excellent oxidation resistance up to melting range, and satisfactory resistance to some organic acids. Nowadays, these materials are mainly used as coatings. So, the project will identify and define the critical process parameters to manufacture the Nickel based self-fluxing alloys by Centrifugal Casting (CC) and Laser Metal Deposition (LMD).
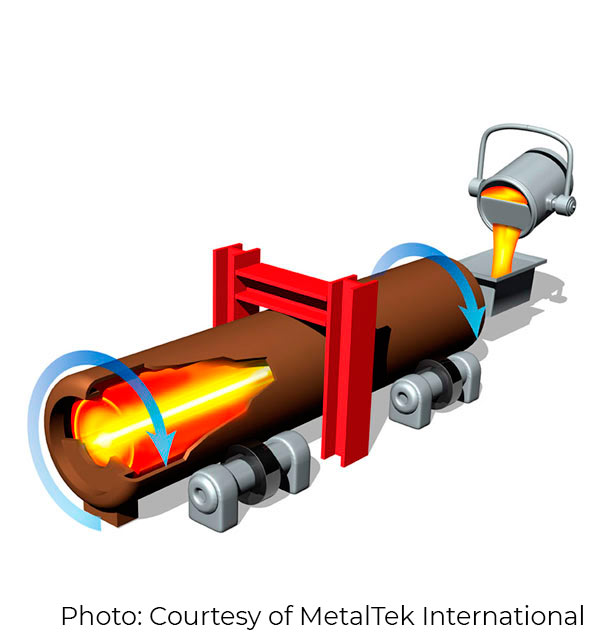
The project will go a step forward in the processing of Nickel Self-fluxing alloys by two new manufacturing routes oriented to replace Cobalt parts considering Eco Design process optimization approach based in LCA analysis for the development and future industrialization of sealing rings
of aero engine components. The manufacturing process development and the selection of the best NiCrSiFeB alloy and associated process parameters set will be supported with data analytics and validation testing, including metallurgical and mechanical characterization, tribological studies at high temperature, toxicity analysis and LCA & LCC analysis.
New manufacturing routes for Ni Based self-fluxing alloys
It will be possible to manufacture bulk parts of NiCrSiFeB alloys. Control of solidification ranges to avoid microshrinkage problems will be key in CC process, together with process modelling to reduce setting up times. Specific process conditions such as thermal gradients and fine powder stream will be combined with a melt- pool size monitoring system and a multivariate process control system in LMD process. The development of robust manufacturing study will be supported by advanced data analytics.
How to determine the best NiCrSiFeB alloy as Cobalt alloy replacement
- Extensive tribological studies at high temperature
- High temperature mechanical properties (hot hardness) Advanced Microstructural analysis
- Toxicity analysis
- LCA & LCC analysis
Demonstrators
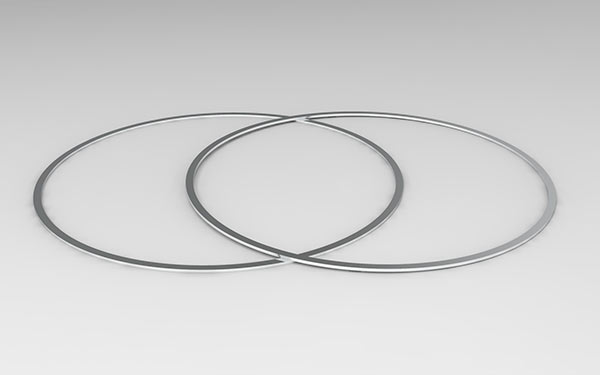
Firstly, the best combination of process parameters for both CC and LMD and chemical composition will be selected. Afterwards, 8 sealing rings will be manufactured, 4 by CC and 4 by LMD, including post-processing operations for endurance test. A complete characterization of the worn surfaces of the tested rings
will be carried out by electron microscopy and non-destructive testing. These results together with outcomes from toxicity analysis and LCA/LCC will define the potential substitution of current Cobalt rings by the developed alternative ones.
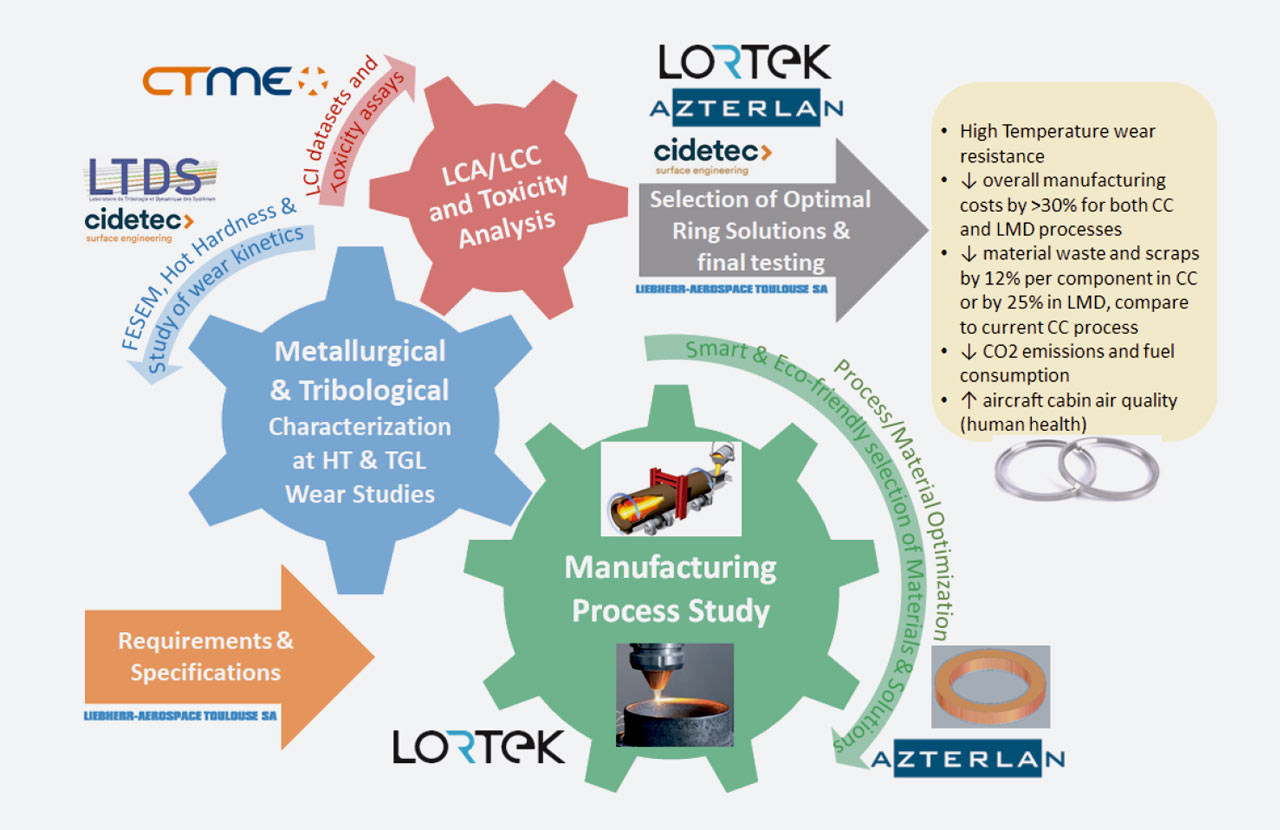
- To reduce the overall manufacturing cost of sealing rings >30% for both CC and LMD process maintaining or increasing the wear resistance as compared to Stellite 6.
- For LMD process, to reduce time- to-market from several months to one month.
- To obtain viable solutions to replace Cobalt in future aero components.
- Reduce EU dependence on critical raw materials like Cobalt.
- To reduce material waste and scraps by 12% per component for CC and 25% per component for LMD.
- To reduce CO2 emissions, perceived noise and fuel consumption due to the expected limitation of leakage and the suppression of pressure relief holes per valve leading to a reduction of fuel consumption of 1.8 kg/h for small-medium range aircraft.
- To contribute to the development of next generation of High Performance and Energy Efficient systems, such as for new Environmental Control Systems (ECS) to be incorporated in the Ultra High By-pass Ratio (UHBR) engine of future aircraft.
- To improve aircraft cabin air reducing the potentially contaminated bleed air.
Reduction of scrap
- In the case of CC, the tighter cooking control by the refrigeration of the mold and the selection of adequate coatings will lead to a reduction of scrap rate due to microshrinkage of around 60% and additional material for pre-machining of 30%.
- LMD, being an additive manufacturing technology, will allow to reduce both production time and waste generation, and thus, less energy consumption will be necessary. It is expected a reduction in material waste and scrap of >50% compared to conventional manufacturing routes like machining.
Reduction of dependence on critical raw materials
Cobalt is one of the 27 critical raw materials for the EU, being mainly used as battery chemicals (49%) and superalloys (18%). The Cobalt demand in EU is about nine times higher than the supply, so EU strongly depends on imports. Substitution of Cobalt with other more common metals will reduce EU’s demand on this critical raw material.
Reduction of potential hazadous materials
Cobalt has some hazardous properties. The wear of Cobalt alloy particles can end up in the cabin air, what supposes a potential health concern. The substitution of Cobalt by Nickel self-fluxing alloys together with the increase of the wear resistance will reduce the presence of debris in cabin air.
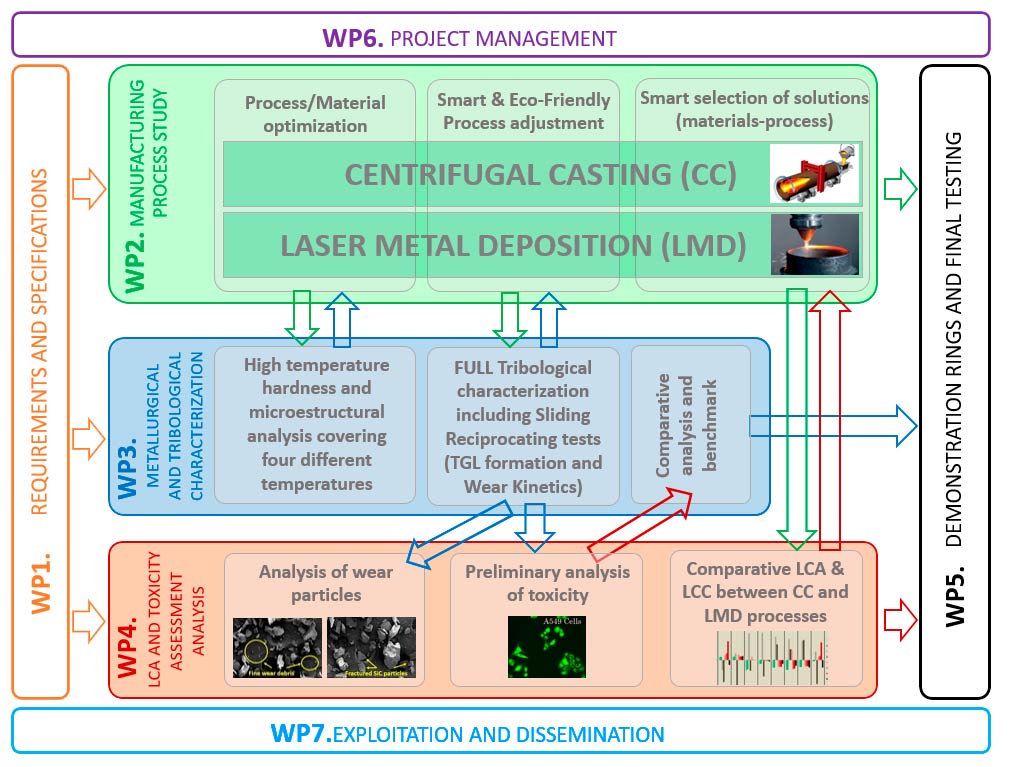
The work plan is divided into 7 WPs – 2cross-cutting WPs (dedicated
to Project Management and to Dissemination and Exploitation), and 5 technical WPs – with a duration of 24 months (from 1st January 2021 to 31st December 2022).
- WP1 is dedicated to the definition of the requirements and specifications for the sealing rings, study of the self-fluxing nickel alloys to be used and definition of the test plan.
- WP2 will address the manufacturing process study, including the obtaining of the best parameters to manufacture NiCrSiFeB alloys by both CC and LMD together with the use of advance data analytics methodologies.
- WP3 will be focused on the metallurgical and tribological characterization of the best candidates selected in the previous WP. Wear rate evolution of the selected Ni-alloys will be compared to Stellite 6.
- WP4 will be focused on environmental aspects. Thus, wear particles will be analysed and the toxicity of debris particles will be assessed. Additionally, the environmental impact and life cycle cost of the sealing rings obtained by CC and LMD will be obtained and compared to current product.
- After selecting the most promising Ni-alloy solutions for both processes, WP5 will address the manufacturing of the sealing rings and their final testing.
DISSEMINATION
ACTIVITIES
Project launched at Kick-off meeting
15 January 2021
The project was launched during the kick-off meeting that was held on-line, due to the pandemic, on the 15th of January 2021. All partners, the topic manager LIEBHERR and the Project officer, who represented the Clean Sky Joint Undertaking, participated in the meeting.
The participants shared a common vision of the project, including the objectives, the planning and the required activities to achieve the expected results. The working plan was set up and validated.
https://www.linkedin.com/posts/lortek_nemarco-lortek-activity-6756959479985664000-kv2U
Presentation of project results in EU congress and other events:
- Project presentation in the LASER CONNECT 2021 event, promoted by AIMEN. October 21-22, 2021, virtually. Development of a new manufacturing route by LMD with NiCrSiFeB alloys to replace cobalt in aeronautical components. Event page: https://www.aimen.es/sala-de-prensa/agenda/aimenlaser-connect-2021
- International Additive Manufacturing Conference IAM22: Pereira, J.C., Zubiri, F., Aguilar, D., Taboada, M., Guillonneau, G., Rocchi, J. Development of a New Manufacturing Route by Direct Laser Metal Deposition With NiCrSiFeB Alloys to Replace Cobalt in Aeronautical Components. ASME International Additive Manufacturing Conference, 19-21 October 2022. Lisbon, Portugal.
- Oral presentation in the scientific event: XVI Congreso Nacional de Materiales (CNMAT 2022): Desarrollo de una nueva ruta de fabricación por deposición directa con láser LMD con aleaciones NiCrSiFeB para sustitución del Cobalto en componentes aeronáuticos. 28 June – 1 July 2022 Ciudad Real, Spain. ISBN 978-84-09-38118-0.
- Poster presentation by ECL-LTDS in the Scientific and Academic event: 24th International Conference Wear of Materials (WOM). 16-20 April 2023. Alberta, Canada.
- Oral presentation in the European project SURE5.0 webinar about “How can additive manufacturing improve manufacturing process in EU SMEs”. The presentation was entitled “Advances in metal additive manufacturing: use cases” and NEMARCO use case was presented. 20 September 2023.
Press articles and Open-Access Research articles:
- Press article in Revista Empresa XXI (in Spanish), sección tecnología, edición 15 de Mayo 2022, página 37. https://www.empresaxxi.com/tecnologia/lortek-busca-sustituto-al-cobalto
- Pereira, J.C., Zubiri, F., Aguilar, D., Taboada, M., Guillonneau, G., Rocchi, J. Development of a New Manufacturing Route by Direct Laser Metal Deposition With NiCrSiFeB Alloys to Replace Cobalt in Aeronautical Components. Proceedings of the ASME 2022 International Additive Manufacturing Conference. Lisbon, Portugal. October 19–20, 2022. V001T02A002. ASME. ISBN: 978-0-7918-8660-1. Open Access reference can be found in Zenodo. (https://zenodo.org/record/8385547)
- Pereira JC, Taboada MC, Niklas A, Rayón E, Rocchi J. Influence of the Chemical Composition on the Solidification Path, Strengthening Mechanisms and Hardness of Ni-Cr-Si-Fe-B Self-Fluxing Alloys Obtained by Laser-Directed Energy Deposition. Manuf. Mater. Process. 2023, 7(3):110. doi: 10.3390/jmmp7030110. EISSN 2504-4494. (https://zenodo.org/records/8385547).
- Niklas A, Santos F, Garcia D, Rouco M, Gonzalez R, Pereira JC, Rayón E, Lopez P and Guillonneau G. Chemical Composition Effects on the Microstructure and Hot Hardness of NiCrSiFeB Self-Fluxing Alloys Manufactured via Gravity Casting. Journal of Manufacturing and Materials Processing. 2023; 7(6):196. doi: 10.3390/jmmp7060196. EISSN 2504-4494 (https://zenodo.org/records/10141779).
Final Technical Project meeting at Liebherr Aerospace Toulouse SAS
19 September 2023
The final meeting of the Clean Aviation project NEMARCO coordinated by Lortek was held on September 19th at Liebherr Aerospace Toulouse SAS facilities in France. In the final meeting, the WPs leaders shared and discussed with the topic manager the main results, conclusions and lessons learned after the execution of the technical tasks in which two new manufacturing routes were developed for the new generation of NiCrSiFeB sealing rings of the Liebherr bleed air valve systems.
https://www.linkedin.com/posts/lortek_nemarco-lortek-ltds-activity-7110248903404339200-FGsW/

MAIN CONCLUSIONS
AND ACHIEVEMENTS
After finalizing the execution of WP2 and WP5 tasks, the main progress was done on the final selection of the 2 most promising composition grades for self-fluxing nickel alloys, and the manufacturing of the tubes preforms by gravity casting (GC) and Laser Metal Deposition (LMD) processes. Finally, two sets of sealing rings prototypes were machined, grinded and tested at Liebherr up to 20 000 cycles and the leakage measured, evaluated and compared against current solutions of materials used for the sealing rings.
Other major progress was the completion in WP3 of the tribology studies at room and high temperature (up to 650 °C) for the NiCrSiFeB alloys obtained by the two new manufacturing routes proposed in NEMARCO (GC and LMD). High load tests were conducted to generate the debris particles for the preliminary toxicity analysis conducted in WP4. The wear kinetics study at variable contact temperature was completed. The main conclusions after tribological characterization and studies conducted in NiCrSiFeB alloys and Stellite 6 reference alloy were stated, determining the wear mechanics, wear response, and the mechanisms of the glaze layer formation in NiCrSiFeB alloys. A new methodology to characterize the tribological behaviour under high temperatures using a limited number of tests and samples were created by ECL-LTDS.
In WP4, preliminary analysis of wear particles toxicity study was made, observed effects are comparable between the wear particles obtained from NiCrSiFeB samples researched in the project and those from the Stellite 6 controls. An extensive LCIA study were made after finalizing WP2 and WP3 activities, and after the tubes preform manufacturing in WP5. The main findings were compiled. The LMD process is cheaper than GC manufacturing route for sealing rings prototypes obtained at lab scale. The comparative CO2 emissions between the current industrial manufacturing route (with Stellite 6 and CC process) and the proposed new manufacturing routes (GC and LMD) is biased since in NEMARCO project the measured values and recorded data has been extracted in pilot lab scale processes, not fully representative of a serial industrial production environment. According to the environmental study conducted, CO2 emissions in the best-case scenario for the LMD manufacturing route of NiCrSiFeB sealing rings are higher than GC manufacturing route developed.
After endurance tests conducted by Liebherr, the leakage measurements show the good behaviour of the developed materials in NEMARCO. The alloy obtained by LMD route seems more sensitive to wear especially on external face of the sealing rings. The materials obtained by GC and LMD exhibits some brittle defects that should be avoid working on the design and the manufacturing process that still need to be better adapted to NiCrSiFeB composition grades selected. The final results are very interesting and promising.

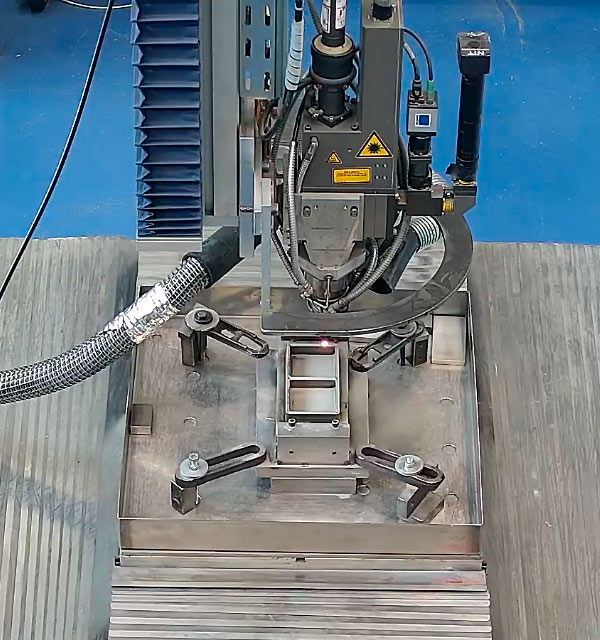
NEMARCO LMD tube preform manufactured with NiCrSiFeB alloy at LORTEK and final sealing ring protype machined at Liebherr Toulouse Aerospace SAS.
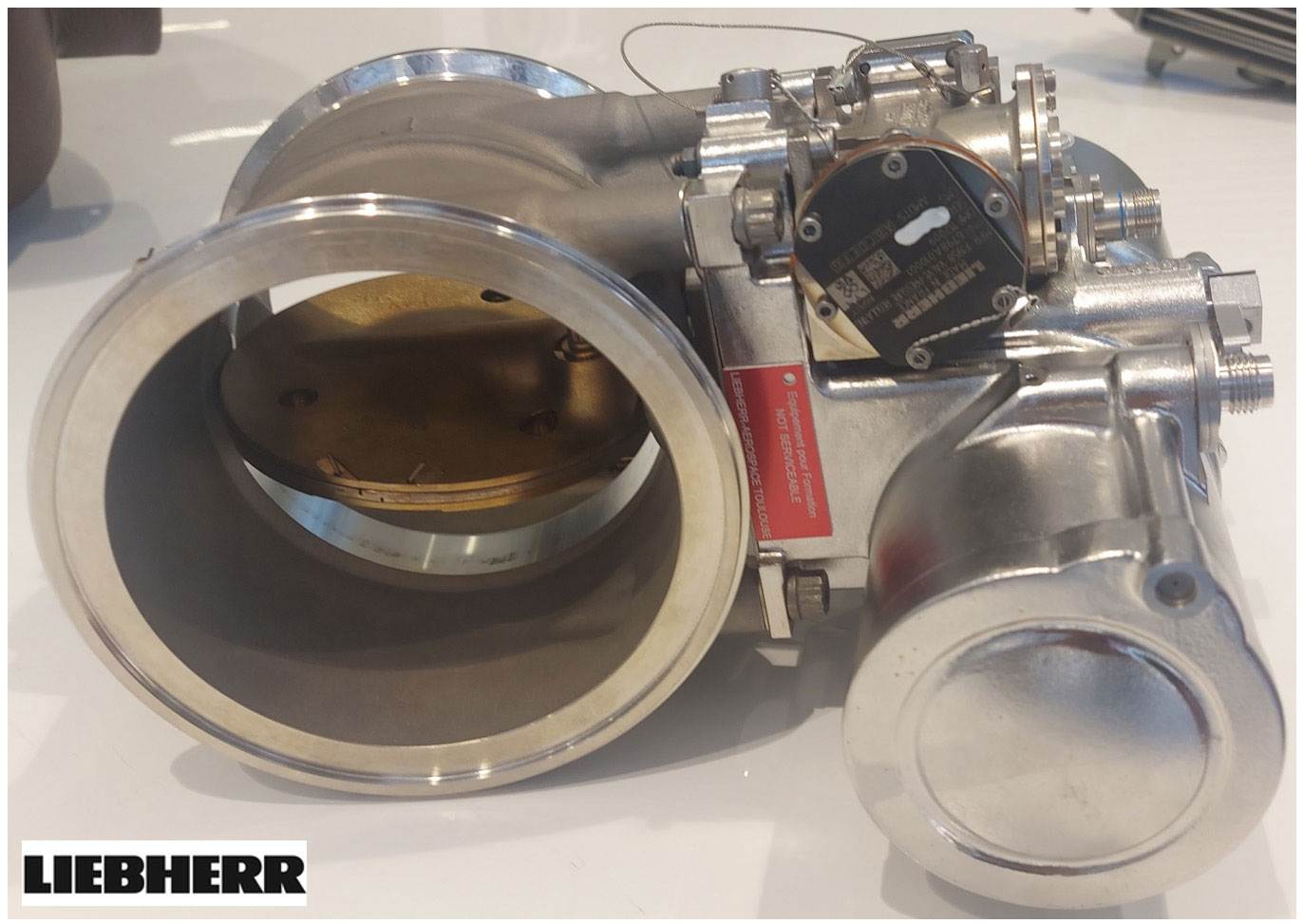
Electro-pneumatic bleed air system with detail of sealing rings installed in their butterfly valve (Liebherr Toulouse Aerospace SAS).
NEMARCO project is composed of 5 partners from 2 different countries (Spain and France), with complementary skills and experience, covering the whole project value chain. The partners are referent entities in their fields at European level and have collaborated together in previous projects.
LORTEK is the project coordinator. LORTEK and AZTERLAN will be focused on manufacturing, specifically the former on LMD and the later on CC, both for the process study as well as the manufacturing of the demonstration rings. CIDETEC and LTDS will deal with the metallurgical and tribological characterization, while CTME will address the toxicity assessment and the life cycle cost analysis. LORTEK will be responsible of exploitation and dissemination.
LIEBHERR is the Topic Manager and will steer the NEMARCO project included in the Systems (SYS) Programme of the Clean Sky2 Joint Undertaking initiative.
